滨州市力王筛网有限公司
 第3年
第3年
 第3年
第3年
第3年 
来源:滨州市力王筛网有限公司 时间:2024-07-01 04:19:02 [举报]
焊接筛网的工艺要求:
1、焊接筛网的材料是特别的耐磨钢丝,碳和锰的化学成分应足够高,而磷和硫应尽可能低,在焊接筛网的物理加工中,加工需要尽可能地确保材料具有精细结构的细度,表面不得有裂纹、未熔合、气孔、夹渣、飞溅存在;
2、焊接筛网由智能机器人焊接而成,其焊机工艺确保焊点饱满不塌陷,焊点余高应钢丝面,确保成品筛网张面平整,不得弯曲;
3、边缘的外形尺寸和形状与焊接筛网上的张紧板和筛框适当匹配;
4、焊接筛网平坦且与侧面平行;
5、边缘形式合理,有利于焊接筛网的张力。
锰钢焊接热处理筛网质量检测
锰钢焊接热处理筛网的质量检测主要包括以下几个方面:
1外观检查:对焊接热处理筛网的外观进行检查,包括焊缝的质量、焊接接头的牢固程度、表面是否平整等。
2尺寸检测:测量焊接热处理筛网的尺寸,包括长度、宽度、孔径等,确保符合设计要求。
3材质检测:通过化学成分分析和金相组织观察,检测焊接热处理筛网的材质是否符合标准要求,包括锰钢的含量和其他合金元素的含量。
4强度测试:使用拉伸试验机对焊接热处理筛网进行强度测试,检测其抗拉强度、屈服强度和延伸率等力学性能。
5耐磨性测试:通过磨损试验或摩擦试验,评估焊接热处理筛网的耐磨性能,检测其在使用过程中的耐磨程度。
6耐腐蚀性测试:将焊接热处理筛网暴露在不同的腐蚀介质中,观察其腐蚀程度,评估其耐腐蚀性能。
以上是锰钢焊接热处理筛网质量检测的一些常见方法和指标,通过这些检测可以确保焊接热处理筛网的质量符合要求,能够满足使用的需要。
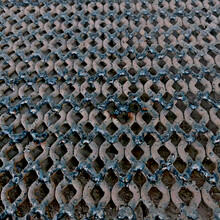
高锰钢焊接筛网,系采用硅锰钢盘条,轧花或盘圈,经粗连成片,机器人或人工,满焊或跳焊电弧烧透接触点,然后淬火热处理,整平整形,加工而成。
孔型分圆孔和方孔两种。方孔筛分率较高,过矿量大,缺点是筛分后的物料颗粒误差大;圆孔筛网,筛分率稍低,但物料粒度误差小。该产品主要规格为孔径7—65mm,丝径7—14mm。
筛网的研发和制作过程,是不断对筛网的功能实验、探索、总结、提高的过程,特别是对使用寿命,尤其重要。其中包括对各类材质的实验、加工工艺的改进等。焊接筛网,是兴起比较晚的筛网类型,可以说相当“年轻”。之所以出现该类型,主要是因为编织筛网的局限性而来。编织筛网,作为线材类筛网,因受钢材强度制约,孔径丝径比例要符合一定的指标范围。
以强度为例 指金属材料在外力作用下抵抗长期变形和断裂的能力。
强度是衡量零件本身承载能力 (即抵抗失效能力)的重要指标。
按外力作用的性质不同可分为:
屈服强度
抗拉强度
抗压强度
抗弯强度
加工工程常用的是屈服强度和抗拉强度。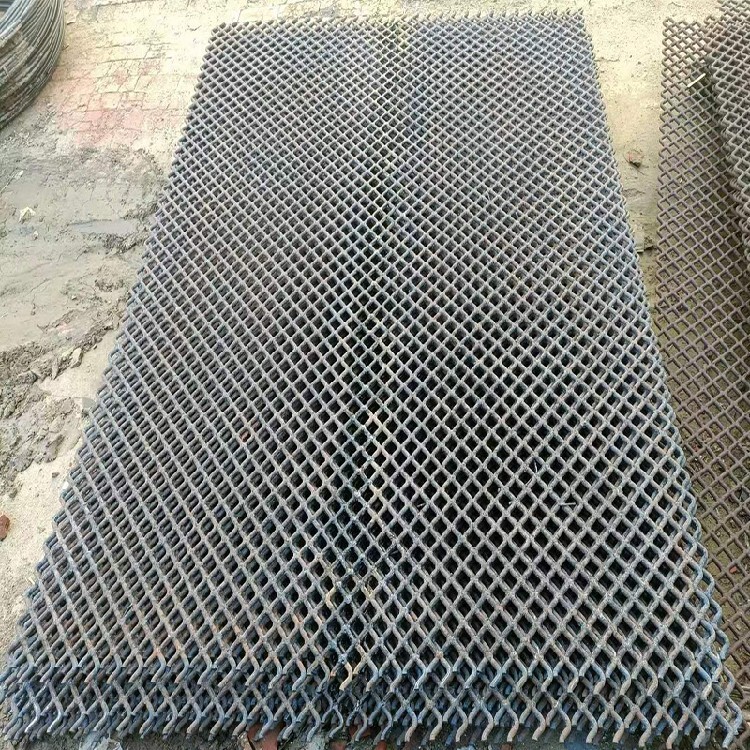
焊接筛网属于锰钢筛网,相较编织筛网,先是筛条加粗,使得筛网在承重方面增强;其次加工是以焊接为主,可有效避免筛条之间的摩擦、磨损,不会出现人为因素可能形成的筛网松懈现象;再者是硬度提高,经电炉接近900°C的高温加热,水淬火处理后,筛网筛条硬度增加10-18%,可有效提高筛面的耐磨性能。
焊接筛网在筛分筛选过程中,表现理想的方面是使用寿命有较为明显的延长,更换周期可达用户预期。同时因筛网单位重量增加15—23%,筛机振幅受到一定程度的影响。物料筛分后粒度误差降低的同时,筛孔弹性余量较小,单位面积内透筛效率有所下降。
所以,焊接筛网的使用和选择,要根据具体工作场景,是要侧重哪方面。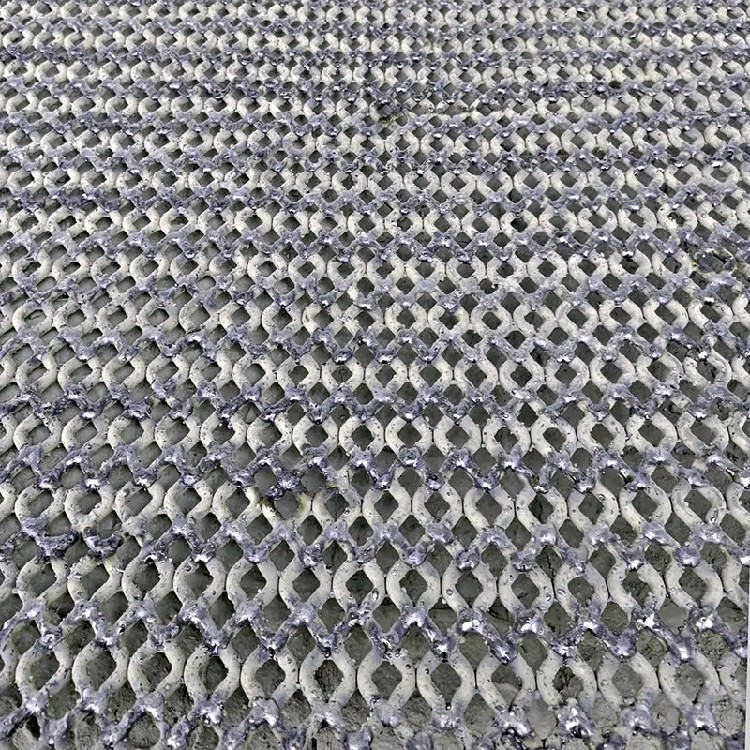
经过十多年的反复试验,并不断根据多家用户的信息反馈,焊接筛网工艺不断改进,各项指标不断提高,用量逐渐增长,在矿筛网市场所占比例愈来越高。
总的说来,焊接筛网有三个新高度:
1 丝径新高度 在锰钢轧花网中,所用筛条丝径可达峰值,单位重量可达40公斤/平方米以上;
2 筛面硬度 筛网经过淬火后,硬度可HRC57.6,远盘条原料硬度HRC48.3;
3 更换周期 相对编织型筛网,更换周期延长2-3倍。
标签:焊接筛网联系方式,山东焊接筛网,金属焊接筛网,焊接筛网工艺